SOLDAGEM DE FERRO FUNDIDO - A FRIO
Peças de grande porte onde não é possível fazer o pré-aquecimento pois seria difícil a sua realização e controle, pode ser feita a soldagem a frio, mas é necessária muita habilidade e paciência por parte do soldador. Recomenda-se fazer cordões curtos e intercalados para evitar o superaquecimento da peça.
Nesta técnica de soldagem não se faz pré ou pós aquecimento, solda-se com os eletrodos à base de níquel (DENVER Ni e DENVER NiFe). Também pode usar o PTW 6.60 como camada de impermeabilização em peças contaminadas.
Como a composição química dos ferros fundidos são muito variáveis, faz-se necessário em qualquer um dos processos de soldagem, fazer um teste com o eletrodo escolhido para verificar a viabilidade da soldagem.
Na soldagem a frio, é importante observar as seguintes variáveis:
SOLDAGEM DE FERRO FUNDIDO - A MEIO QUENTE
Quando a peça não estiver muito contaminada (óleo, carepa, etc) recomenda-se pré aquece-la entre 300°C a 400°C e em seguida usar os eletrodos a base de níquel, DENVER Ni e DENVER NiFe.
Em peças contaminadas pode-se aplicar o PTW 6.60 como camada de impermeabilização e em cima dos eletrodos a base de níquel DENVER Ni e DENVER NiFe.
É muito importante manter o pré aquecimento durante a soldagem.
Terminada a soldagem deve-se pós-aquecer a peça entre 50ºC e 100°C acima da temperatura de pré-aquecimento.
Em seguida deve-se resfriar lentamente cobrindo a peça com manta, cal ou coloca-la em um forno.
SOLDAGEM DE FERRO FUNDIDO - A QUENTE
Em muitas situações é necessário pré-aquecer a peça de ferro fundido a ser soldada com a finalidade de eliminar resíduos de óleos, sujeiras e também para evitar contrações que podem resultar em trincas.
Para esse pré-aquecimento normalmente é utilizado um maçarico oxigás atingindo na peça temperaturas entre 500°C a 600°C.
Esse processo também é utilizado quando é necessário que a cor do cordão fique igual a da peça ou então quando a mesma vai passar por processos de acabamento posterior como cromagem, niquelagem, etc.
Após realizada a soldagem deve-se fazer o pós aquecimento a uma temperatura de 100°C acima do pré-aquecimento, e em seguida realizar o resfriamento lento cobrindo a peça com manta de amianto, cal ou coloca-la dentro de um forno.




Compre em até 48x toda a
linha de ELETRODOS DENVER




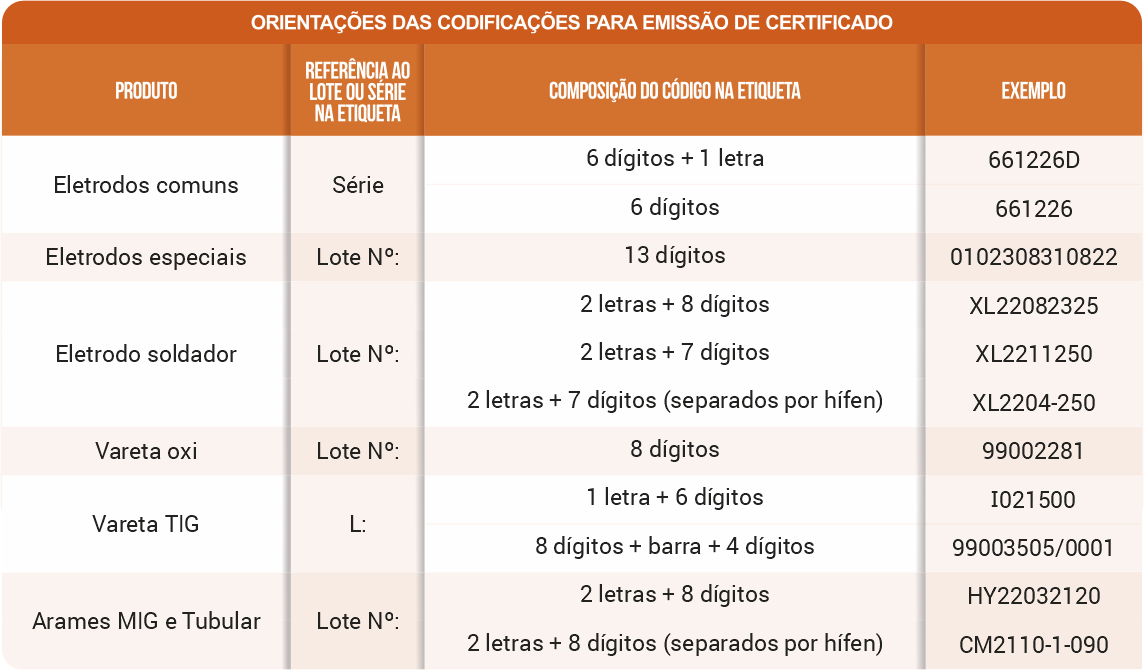
SELECIONE A MARCA E DIGITE O CÓDIGO DE SÉRIE DO PRODUTO (letras e números)
Oi, eu sou o mascote da Denver. Clique aqui para me conhecer.








